

扫微信-恒歌科技

24h咨询热线:
13622300425
扫微信-恒歌科技
24h咨询热线:
13622300425一、引言
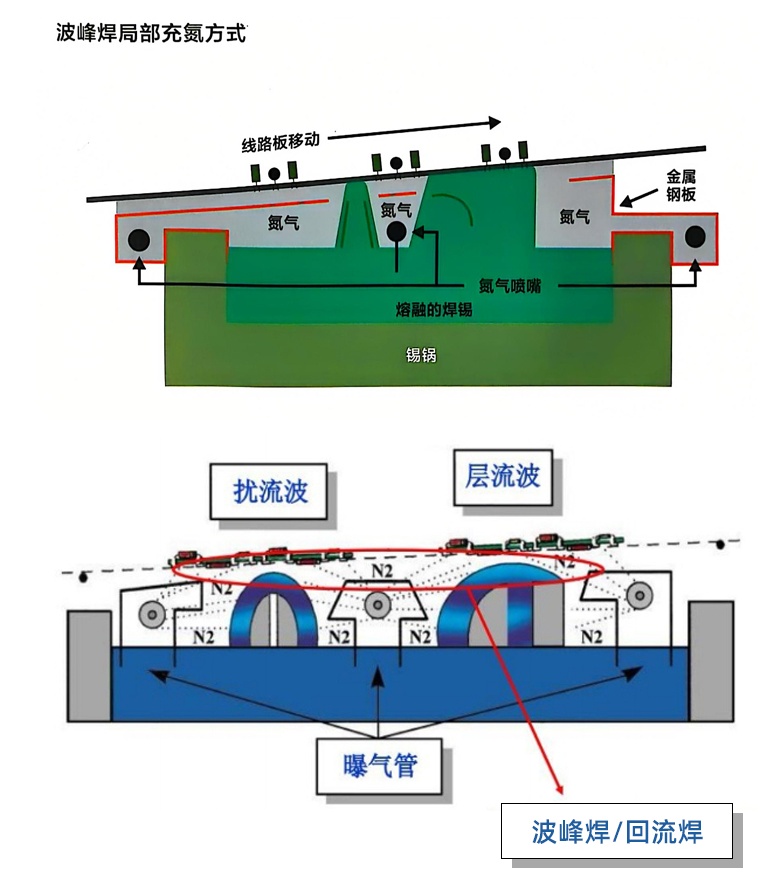
波峰焊设备在电子制造领域广泛应用,氮气保护能有效提高焊接质量,减少氧化等缺陷。不锈钢氮气管作为氮气输送的关键部件,其正确使用和工作流程对于波峰焊的稳定运行至关重要。以下将详细阐述波峰焊设备使用不锈钢氮气管的工作流程。
二、氮气管安装前准备
1、材料与工具检查
确认所选用的不锈钢氮气管规格符合波峰焊设备的氮气流量和压力要求,通常根据设备的产能、焊接工艺等参数确定合适的管径和壁厚。例如,对于高产能、高精度的波峰焊生产线,可能需要内径 8 - 10mm、壁厚 1 - 1.5mm 的 304 不锈钢管,以确保氮气供应的稳定性。检查管件连接所需的密封件,如橡胶密封圈、金属垫片等,确保其材质适用于氮气环境且密封性能良好,无破损、老化等缺陷。准备好安装所需的工具,如扳手、氩弧焊机(若需焊接连接)、管切割器等,并确保工具精度和性能满足安装要求。
2、管路清洁
使用洁净的压缩空气对不锈钢氮气管内部进行吹扫,清除管内可能存在的灰尘、油污、金属碎屑等杂质。吹扫压力一般控制在 0.3 - 0.5MPa,持续吹扫时间不少于 5 分钟,确保管内清洁度达到焊接工艺要求,防止杂质进入波峰焊设备影响焊接质量或损坏内部部件。
三、氮气管安装流程
1、管路布局规划
根据波峰焊设备的结构和氮气接入点、使用点位置,合理规划氮气管路走向。尽量减少管路弯曲和长度,避免出现急弯和直角弯,以降低氮气压力损失和流动阻力。例如,采用弧形弯管代替直角弯管,管路布局应远离高温、强电磁干扰等区域,防止因环境因素导致氮气管损坏或氮气性能变化。
2、管件连接
对于采用螺纹连接的管件,在螺纹处缠绕适量的聚四氟乙烯生料带,确保密封良好且连接牢固。使用扳手按照标准扭矩拧紧管件,扭矩值根据管径和连接部位要求确定,一般管径 6 - 8mm 的管件扭矩为 10 - 15N・m,避免过度拧紧导致管件损坏或密封失效。
若采用焊接连接,使用氩弧焊机进行焊接操作。焊接前对焊接部位进行打磨处理,去除氧化层,保证焊接质量。焊接过程中控制好焊接电流、电压和焊接速度,焊接电流一般为 80 - 120A,电压 10 - 15V,焊接速度 5 - 8mm/s,确保焊缝均匀、无气孔、裂纹等缺陷,且焊缝强度满足氮气压力要求。
四、氮气系统调试与检测
1、压力测试
完成氮气管路安装后,关闭波峰焊设备氮气使用端的阀门,从氮气源端向管路内缓慢充入氮气,压力升至设备正常工作压力的 1.5 倍(如设备正常工作压力为 0.2MPa,则充压至 0.3MPa),保压 30 分钟。使用压力检测仪表检查管路各连接部位和焊缝处是否有压力下降现象,压力下降率应不超过 0.05MPa/h,若压力下降超过允许范围,则对相应部位进行检查和修复,如重新拧紧管件或补焊焊缝。
2、流量校准
开启波峰焊设备氮气使用端阀门,将氮气流量调节至设备工艺要求的设定值(如 10 - 15L/min),使用流量计对实际流量进行测量。若流量偏差超过 ±10%,通过调节氮气源端的减压阀或流量调节阀进行校准,确保氮气流量稳定且准确,满足波峰焊过程中的氮气保护需求。

五、日常维护与保养
1、外观检查
定期(每日或每班)对不锈钢氮气管路进行外观检查,查看管体是否有变形、划伤、腐蚀等情况,特别是在管路弯曲部位和连接部位重点检查。如发现管体表面有轻微划伤,使用砂纸对划伤部位进行打磨处理,并涂抹防锈剂;若有腐蚀迹象,及时评估腐蚀程度,对于严重腐蚀部位需更换相应管段。
2、密封性检查
每周对氮气管路的连接部位进行密封性检查,可采用涂抹肥皂水的方法,在管件连接处、阀门密封处等部位涂抹肥皂水,观察是否有气泡产生。若发现气泡,说明存在泄漏点,及时对泄漏部位进行紧固或更换密封件,确保氮气系统密封良好,防止氮气泄漏影响焊接质量和工作环境安全。
通过以上严谨的工作流程,从安装前准备、安装流程、调试检测到日常维护保养,能够确保波峰焊设备使用不锈钢氮气管的稳定性和可靠性,为波峰焊工艺提供优质的氮气保护,从而提高电子焊接产品的质量和生产效率。
恒歌波峰焊不锈钢烧结氮气管,改善焊接质量:通过防止氧化,提高焊点的强度和可靠性,提高生产效率: 减少因氧化引起的返工,提高生产效率
恒歌不锈钢烧结氮气管的优势特点:
1、316L不锈钢(耐腐蚀)
2、气泡均匀、扩散快、不堵塞
3、新型技术/不易脱落
4、精密内径设计,经过严格的加工工艺
5、降低焊接缺陷率延长设备寿命
6、毛细管内壁光滑且内径尺寸精确到微米级别
7、提供多种尺寸、接口选择,按需定制
以上就是关于 波峰焊设备使用不锈钢烧结氮气管的工作流程! 全部内容;
版权保护: 本文由 烧结过滤器专家 原创,转载请保留链接:https://hengko.com.cn/xinwendongtai/1217.html

联系方式
电话:13622300425 | 邮箱:sales@hengko.cn | Q Q:2184633766


 访问手机站
访问手机站
微信二维码
服务热线